¶а№ҰДЬГ}ӣ_ХжҝХҶОеFёЙФпҷCКЗ°ЩөГёЙФпёщ“ю(jЁҙ)ҫ«јҡ(xЁ¬)»Ҝ№ӨРРҳI(yЁЁ)ҫ«әж°ьЙъ®a(chЁЈn)ҫҖ№ӨЛҮТӘЗуй_°l(fЁЎ)өДРВТ»ҙъ”Ү°иРНХжҝХёЙФпЖчЦ®Т»����Ј¬ІЙУГПИЯM(jЁ¬n)өД№ӨЛҮФO(shЁЁ)УӢәНЦЖФмјјРg(shЁҙ)Ј¬ДЬүтМҺАнқс·Ы�ЎўһVпһЎўәэ„©әНБПқ{өИІДБП�����Ј¬УИЖдЯmәПұИЦШҙу�����ЎўХіінәНГфёР¶ИёЯ»тХЯә¬УРУР¶ҫ»тұ¬ХЁРФИЬ„©өД®a(chЁЈn)Ж·���ЎЈҶОеFГ}ӣ_»мәПёЙФпҷCЯmәПөНХжҝХ¶ИІЩЧч����Ј¬ҝЙ‘Ә(yЁ©ng)УГУЪБчіМөДЖдЛылA¶О��Ј¬°ьАЁЈә·ҙ‘Ә(yЁ©ng)-ҪY(jiЁҰ)ҫ§���ЎўјУҹб-Ад…s��Ўўҡўҫъ��ЎўТәуw-№Муw·ЦлxәНГ“ҡв����ЎЈ

лSЦш¬F(xiЁӨn)ҙъ»ҜҢW(xuЁҰ)№ӨҳI(yЁЁ)өД°l(fЁЎ)Х№�Ј¬»Ҝ№ӨЙъ®a(chЁЈn)Ъ…ПтҙуРН»ҜЕcТҺ(guЁ©)ДЈ»Ҝ°l(fЁЎ)Х№�Ј¬ҶОМЧЙъ®a(chЁЈn)СbЦГөД®a(chЁЈn)БҝФҪҒнФҪҙуЈ¬ҶОеFХжҝХёЙФпҷCТІЦрқuПтҙуРН»Ҝ°l(fЁЎ)Х№����ЎЈҙЛ•rҶОеFёЙФпЖчөДЦұҸҪФцҙуЈ¬еFуwјУйL�����Ј¬МШ„eКЗ®”(dЁЎng)ҠAМЧүәБҰёЯУЪ1.0MPa•r���Ј¬ғИ(nЁЁi)НІұЪәсФцјУ�Ј¬ҪoХжҝХҶОеFёЙФпҷCөДФO(shЁЁ)УӢәНЦЖФм№ӨЧчФцјУБЛлy¶ИЈ¬Па‘Ә(yЁ©ng)өШТІМбёЯБЛФO(shЁЁ)ӮдөДЦЖФмЩMУГ����ЎЈТтҙЛЈ¬НЁЯ^Яx“сәПЯmөДҠAМЧҪY(jiЁҰ)ҳӢ(gЁ°u)ҒнЯ_(dЁў)өҪЖчұЪңpұЎ�����ЎўғИ(nЁЁi)НІіРүәДЬБҰФцҸҠөДДҝөДКЗұИЭ^Ҫӣ(jЁ©ng)қъ(jЁ¬)әПАнөД�����ЎЈ
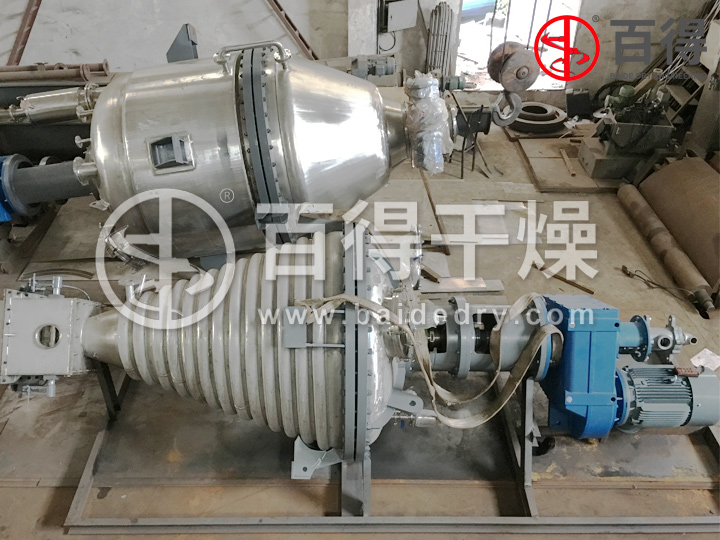
ҶОеF»мәПёЙФпҷCУҶЧц БўКҪҶОеFВЭҺ§ХжҝХёЙФпҷCВЭРэ°лҲA№ЬҠAМЧөДЦЖФмҪвӣQ·Ҫ°ё
бҳҢҰЙПКцҶ–о}�����Ј¬іЈЦЭ°ЩөГёЙФп»ЁЩMБЛТ»ӮҖ¶аФВөД•rйg����Ј¬·ӯйҶБЛИХұҫЎўөВҮшөИҮшјТПакP(guЁЎn)ВЭРэ°л№ЬҠAМЧЦЖФмөДјјРg(shЁҙ)ЩYБП�����Ј¬ҪY(jiЁҰ)әПЧФјәЛщХЖОХөДјјРg(shЁҙ)Ўў·ҙҸН(fЁҙ)ҢҚЫ`���ЎўРЮёДЈ¬УЦ»ЁЩMБЛјsТ»ӮҖФВөД•rйg����Ј¬ҪKУЪХТөҪБЛҶОеFХжҝХёЙФпҷCВЭРэ°л№ЬҠAМЧөДҫЯуwЦЖФм·Ҫ°ёФO(shЁЁ)УӢј°ҪвӣQЙПКцҶ–о}өД·Ҫ·ЁЎЈ
(1) ҶОеF»мәПёЙФпҷCУҶЧц БўКҪҶОеFВЭҺ§ХжҝХёЙФпҷC ҠAМЧЭҒЦЖіЙРО
°л№ЬҠAМЧІЙУГд“°еҙъМжҲA№ЬПВБП���Ј¬И»әуУГЧФЦЖ°л№ЬЭҒЦЖҷCЭҒүәіЙРО�ЎЈд“°е—lФЪЭҒЦЖҷCЙП°ҙүәБҰИЭЖчЎ¶ҫнҲA№ӨЛҮКШ„tЎ·ЭҒҲAіЙРО�Ј¬К№ЖдҲA¶И·ыәПүәБҰИЭЖчGB150Т»89өД10Ўў13өДТҺ(guЁ©)¶Ё��ЎЈ
(2) ҶОеF»мәПёЙФпҷCУҶЧц БўКҪҶОеFВЭҺ§ХжҝХёЙФпҷC НІуwНвІҝВЭРэ°лҲA№ЬөДҪMСb
ВЭРэ°лҲA№ЬөДјУ№ӨЦЖФм№ӨЛҮҸН(fЁҙ)лs���Ј¬јИУРВЭРэ°лҸҪөДЧғ»Ҝ�����Ј¬УЦУРВЭРэҢ§(dЁЈo)ҪЗөДЧғ»Ҝ���Ј¬ФцјУБЛЦЖФмлy¶И���Ј¬Т»ө©ЦЖЧчіЯҙзІ»өҪО»Ј¬Ңў•юК№СbЕдј°әёҪУёьјУА§лy�ЎЈВЭРэ°лҲA№ЬҢҰҪУҪУо^¶аЈ¬ӯh(huЁўn)ҪЗәёҝpұИЭ^йL�Ј¬һйұЈЧCЖдәёҪУЩ|(zhЁ¬)БҝЈ¬ҢҰҪУҪУо^ұШнҡИ«ІҝәёНё����Ј¬¶ш°лҲA№Ьӯh(huЁўn)ҪЗәёҝpөДМҪӮыУРТ»¶ЁА§лyЈ¬ұнГжМҪӮыәЬлy°l(fЁЎ)¬F(xiЁӨn)ғИ(nЁЁi)ІҝИұПЭ(ИзҠAФь��ЎўОҙәёНё�����ЎўҡвҝЧ��ЎўБСјyөИ)�ЎЈЯ@ҪoФO(shЁЁ)ӮдөДК№УГҺ§ҒнІ»ЙЩқ“ФЪөДОЈлUЈ¬һйҙЛЦЖ¶ЁБЛҢЈйTөД№ӨЛҮҙлК©ҒнҪвӣQТФЙПлyьc�����ЎЈ
(3) ҶОеF»мәПёЙФпҷCУҶЧц БўКҪҶОеFВЭҺ§ХжҝХёЙФпҷC НІуwәёЗ°ңК(zhЁіn)Ӯд
ПИҢўСbәёәГөДНІуwШQБўУЪЖҪЕ_Ц®ЙПЈ¬ФЩҙОҙ_ХJ(rЁЁn)НІуwЙП·ҪО»(0°�����Ўў90°�����Ўў180°���Ўў270°)Ј¬ФЪТФЙП4ӮҖ·ҪО»ҫҖЙП�����Ј¬ҢўВЭРэ°лҲA№ЬөДЬүЫEҫҖ„қіц�����Ј¬Я@ҳУҝЙТФұЈЧCСbЕдөДңК(zhЁіn)ҙ_РФ�Ј¬Ц®әуҢўВЭРэ°лҲA№ЬҸДПВНщПтЙПТАҙОСbәёЈ¬һйҙЛЦЖЧчБЛ№ӨСbҝЁүKәНРЁРОүK�����Ј¬К№°лҲA№ЬДЬүтЕcНІуwҫoЩNЈ¬Я@ҳУК№ҢҰҪУҪУо^еeЯ…БҝәЬРЎ����Ј¬УРАыУЪұЈЧCәёҪУЩ|(zhЁ¬)БҝЎЈ

(4) ҶОеF»мәПёЙФпҷCУҶЧц БўКҪҶОеFВЭҺ§ХжҝХёЙФпҷC әёҪУЯ^іМ
һйБЛДЬүтИ«әёНёҢҰҪУҪУо^�����Ј¬ІЙУГVРОЖВҝЪ����Ј¬вgЯ…(1±1)mmЈ¬йgП¶2Ў«3mm����Ј¬ҶОГжәёлpГжіЙРОЈ¬ІўҢЈйTЕаУ–(xЁҙn)әё№ӨЯM(jЁ¬n)РРК©әё�����ЎЈҢҰУЪӯh(huЁўn)ҪЗәёҝp����Ј¬һйҙ_ұЈЖдәёҪУЩ|(zhЁ¬)БҝЈ¬·Ц„eФЪәёҪУәНҹбМҺАнәу��Ј¬іэЯM(jЁ¬n)РРұнГжМҪӮыҷzІйНвЈ¬ЯҖЧчБЛЛ®үәФҮтһј°ҡвГЬРФФҮтһ�Ј¬Т»ө©°l(fЁЎ)¬F(xiЁӨn)Р№В¶ј°•rСaәёІўЦШРВМҪӮыј°ФЩҙОҙтүә(Ҫӣ(jЁ©ng)Я^ҮА(yЁўn)ГЬУӢЛгҢўФҮтһүәБҰФцјУөҪТ»¶Ёұ¶”ө(shЁҙ)Ј¬ІўұЈүәЧгүтйLөД•rйg)�����ЎЈ
(5) ҶОеF»мәПёЙФпҷCУҶЧц БўКҪҶОеFВЭҺ§ХжҝХёЙФпҷC ДНүәФҮтһ
УЙУЪҶОеFХжҝХёЙФпҷCҪY(jiЁҰ)ҳӢ(gЁ°u)ҸН(fЁҙ)лs�����Ј¬әёҝpЯ^йLј°К©әёО»ЦГәЬІо�����Ј¬һйұЈЧCәёҪУЩ|(zhЁ¬)Бҝ���Ј¬ұШнҡІЙИЎФЪәёҪУәуәНҹбМҺАнәуҢҰНвІҝұP№ЬЯM(jЁ¬n)РРФҮүәЈ¬ЗТЛ®үәәНҡвГЬРФФҮтһҫщЧц��Ј¬Я_(dЁў)өҪ®a(chЁЈn)Ж·ТӘЗу����ЎЈ
ҶОеFХжҝХёЙФпҷCВЭРэ°лҲA№ЬҠAМЧКҪ·ҙ‘Ә(yЁ©ng)ЖчјјРg(shЁҙ)ТӘЗуёЯЈ¬ҪY(jiЁҰ)ҳӢ(gЁ°u)ҸН(fЁҙ)лs���Ј¬ЦЖФмА§лyҙу�����Ј¬ұШРиід·Цҝј‘]ЖдЦЖФм����Ј¬СbЕдЯ^іМЦРөДлyьcЈ¬оA(yЁҙ)ПИЦЖ¶ЁәПАнөД№ӨЛҮҙлК©әНЦЖЧчұШТӘөДЭoЦъ№ӨСb�����ЎЈЦЖФмЯ^іМЦРҮА(yЁўn)ёс°ҙХХҲDјҲәН№ӨЛҮТӘЗуК№БгјюіЙРО���Ј¬СbәёЯ^іМЦР·АЦ№ҙу·ЁМmәёәуЧғРО����Ј¬МбёЯұP№ЬәННІуwәёҪУЩ|(zhЁ¬)БҝТФј°ҝШЦЖәГёчӮҖкP(guЁЎn)жIлyьc�����ЎЈ



ТСНЁЯ^»Ҝ№ӨҷCРөҫW(wЁЈng)ҢҚГыХJ(rЁЁn)ЧC")







 МK№«ҫW(wЁЈng)°ІӮд32041102000018М–
МK№«ҫW(wЁЈng)°ІӮд32041102000018М–